





Modern materials and technologies guarantee a high degree of color reliability, reproducibility and efficiency in the manufacture of zirconium oxide dental prostheses. This makes it all the more annoying when, despite careful consideration of all important aspects of the laboratory process, discoloration suddenly occurs after sintering. A common reason for this is oxidic emissions from the heating elements and their deposits in the furnace chamber.
Especially with regard to highly esthetic monolithic zirconia restorations, it is important to understand and avoid this effect.
Two different furnace types
Among the high-temperature furnaces for dental use, two main types have established themselves on the market, which are distinguished according to their heating elements:
- Furnaces with molybdenum disilicide (MoSi2) heating elements
- Furnaces with silicon carbide (SiC) heating elements

Fig. 1 List of dental sintering furnaces
In furnaces with MoSi₂ heating rods, undesirable color effects repeatedly occur during the sintering process, which turns out as a greenish-yellow discoloration in white, uncolored zirconium oxide constructions (Fig. 2). If a MoSi₂ furnace is the favourite, you should therefore be interested in a brand product. There are sometimes considerable differences in the quality of the heating elements. Different qualities are also available for SiC furnaces. However, the SiC elements do not cause any discoloration of the sintered material.
This discoloration is caused by the emission of MoO3 (molybdenum trioxide) from the heating rods during the sintering process (Fig. 3). If MoO3 comes into contact with the coloring oxides of a coloring liquid or a pre-colored blank material, a mixing reaction occurs which can significantly falsify the desired tooth color. In addition, impurities during sintering can negatively influence the formation of the zirconium oxide structure and ultimately the translucency of the restorations. The discoloration caused by MoO3 is therefore often accompanied by reduced translucency, which is particularly evident in super highly translucent materials.

Fig. 2: left crown: greenish-yellow discoloration due to MoO3 - contamination ('pestoxidation')
One way to exclude this negative variable in the laboratory process is therefore to invest in an appropriate sintering furnace.
Another possibility is a more precise understanding of the formation, avoidance and, if necessary, elimination of corresponding MoO3 discoloration.
How is MoO3 produced?
Intact heating elements of MoSi2 are surrounded by a protective layer of SiO2 (silicon dioxide). This glass-like layer builds up on the heating element at high temperatures (oven-specific between 1000°C and 1600°C) and shields the underlying MoSi2.
However, the SiO2 layer is only under low compressive residual stress. If external stresses acting on the glass-like protective layer become too great, cracks and chipping will occur. If the MoSi2 is now exposed locally or over a large area, MoO3 is formed under the influence of oxygen in the furnace chamber during the subsequent heating phase (so-called 'pest oxidation', Fig. 2)
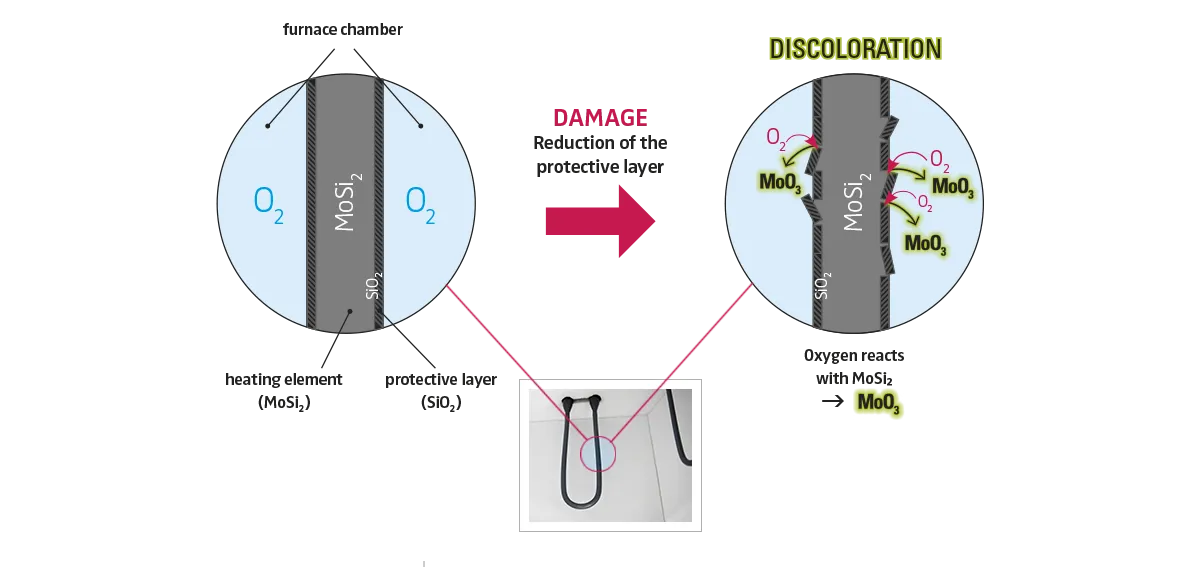
Fig. 3: Illustration of the development of discoloration caused by MoSi2 heating elements. The heating element consumes itself in the course of time
Stresses that lead to damage of the SiO2 layer can occur in different ways. In the course of time and after many sintering cycles, the SiO2 protective layer itself can grow so much that the residual compressive stresses are no longer sufficient and the layer becomes brittle. In a certain way, such defects are therefore part of the life cycle of MoSi2 heating elements.
However, damage can be drastically accelerated by the temperature control during sintering. In particular, very slow heating rates in the lower temperature range (oven-specific between 400°C and 600°C) or fast temperature changes in the high temperature range, such as those occurring during speed sintering, have a negative effect on the integrity of the SiO2 protective layer.
What to do with MoO3 - discoloration? Regeneration firing with DD phoeniX
Regeneration firings - so called 'cleaning cycles' - with a fast heating rate and long holding time at high temperature can lead to the complete formation of the glass-like protective layer again (Attention: please observe the specific instructions of the furnace manufacturer). Depending on the intensity of the damage, several cycles may be necessary for sufficient regeneration.
Since both the MoO3 impurities and the SiO2 protective layer are formed by the heating element itself, the element will become more and more worn out with continuous use. This limits the number of possible regeneration fires as well as the functionality of the MoSi2 heating elements and requires replacement over time.
MoO3 already in the furnace chamber does not simply disappear after regeneration of the SiO2 protective layer. The oxidic impurities must be removed in order to achieve optimum sintering results. It is therefore highly recommended to use a cleaning powder in combination with a regeneration firing. Due to its special granulation the DD phoeniX powder has a very reactive surface and attracts the oxides in the furnace chamber, binds them and thus supports the cleaning process.
The regular execution of cleaning firings using DD phoeniX can increase the color consistency and reproducibility of your sintering results in the long term.



Fig.:4 DD phoeniX before and after sintering
Tip:
If you include a small, white piece of zirconium oxide (e.g. from the edge of a used blank) for daily inspection, you will know when to clean at the latest.



